- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Penjimatan Masa Clinching Nut
Semasa pemasangan, kacang cengkaman yang menjimatkan masa mengubah bentuk kepingan logam di sekelilingnya, mewujudkan jalinan mekanikal yang kuat. Xiaoguo® ialah pembekal yang boleh dipercayai mengeluarkan bolt, nat dan skru.
Model:QIB/IND CLA
Hantar Pertanyaan
Penerangan Produk
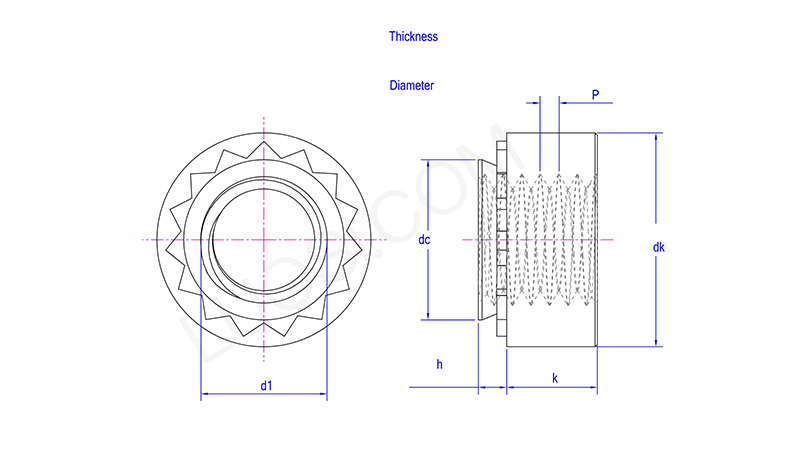
Untuk mendapatkan penjimatan masa clinching nut dipasang dengan betul, anda memerlukan penekan yang serasi—boleh jadi hidraulik, pneumatik atau servo-elektrik—dengan kawalan yang baik ke atas tonase, serta alatan yang dibuat dengan betul (set penebuk dan mati). Pukulan itu menolak terus pada nat, memacunya ke dalam kepingan logam yang diletakkan di atas rongga acuan yang menyokong. Die yang direka dengan baik membolehkan bahan mengalir dengan cara terkawal ke bahagian pegangan kacang. Mengekalkan daya yang stabil dan semuanya sejajar adalah sangat penting. Jika anda tidak menggunakan kekuatan yang mencukupi, clinch akan menjadi lemah. Gunakan terlalu banyak, dan anda mungkin merosakkan kacang atau helaian. Dan anda tidak perlu membuat pra-benang dahulu.
Senario Berkenaan:
Kacang penjimatan masa banyak digunakan dalam industri yang perlu menyusun kepingan logam dengan cekap. Anda akan menemuinya di dalam kereta—untuk panel badan, kurungan, bahagian casis. Ia juga dalam elektronik, seperti penutup, rak dan sink haba. Sistem HVAC menggunakannya juga, dalam saluran dan unit. Perkakas, dengan bingkai dan tempat duduknya, kabinet telekomunikasi, perabot dan lampu—semuanya menggunakan kacang Clinching Jimat Masa.
Mana-mana kerja yang memerlukan stud berulir yang kuat dan boleh dipercayai yang melekat pada kepingan logam (dan duduk siram) berfungsi dengan baik dengan nat cengkaman yang menjimatkan masa. Ia menggantikan kacang kimpalan besar atau pengikat longgar, menjadikan kedua-dua reka bentuk dan pembuatan lebih mudah.
| isn | 256-0 | 256-1 | 256-2 | 348-0 | 348-1 | 348-2 | 440-0 | 440-1 | 440-2 | 440-3 | 632-0 |
| P | 56 | 56 | 56 | 48 | 48 | 48 | 40 | 40 | 40 | 40 | 32 |
| d1 | #2 | #2 |
#2 |
#3 |
#3 |
#3 |
#4 |
#4 |
#4 |
#4 |
#6 |
| dc maks | 0.165 | 0.165 | 0.165 | 0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.165 |
0.187 |
| Diameter lubang pelekap min |
0.166 | 0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.166 |
0.1875 |
| Diameter lubang pelekap maks |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.169 |
0.1905 |
| dk min | 0.24 | 0.24 | 0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.24 |
0.27 |
| dk maks | 0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.26 |
0.29 |
| h maks | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.03 | 0.038 | 0.054 | 0.087 | 0.03 |
| h pengekod | 0 | 1 | 2 | 0 | 1 | 2 | 0 | 1 | 2 | 3 | 0 |
| k maks | 0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
0.08 |
| k min | 0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
0.06 |
| Ketebalan plat pemasangan min |
0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.03 | 0.04 | 0.056 | 0.091 | 0.03 |
Rawatan anti karat:
Kacang ini selalunya mempunyai rawatan permukaan untuk membantu mereka menentang karat dan kelihatan lebih baik. Yang biasa termasuk penyaduran zink—penyaduran zink-nikel jernih, kuning atau hitam, Geomet® (salutan bukan organik bukan elektrolitik), dan pempasifan untuk keluli tahan karat. Salutan perlu tahan terhadap tekanan tinggi proses pencengkam tanpa terkelupas.
Teg Panas: Penjimatan Masa Clinching Nut, China, Pengilang, Pembekal, Kilang
Kategori Berkaitan
Kacang Heksagon
Kacang Persegi
Nat Bebibir Heksagon
Nat Kunci
Kacang Cap
Kacang Berslot Heksagon
Skru Tangan Nat
Kacang Bulat
Kacang Hubs
T-kacang
Kacang Buluh
Kacang Lain
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.