- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



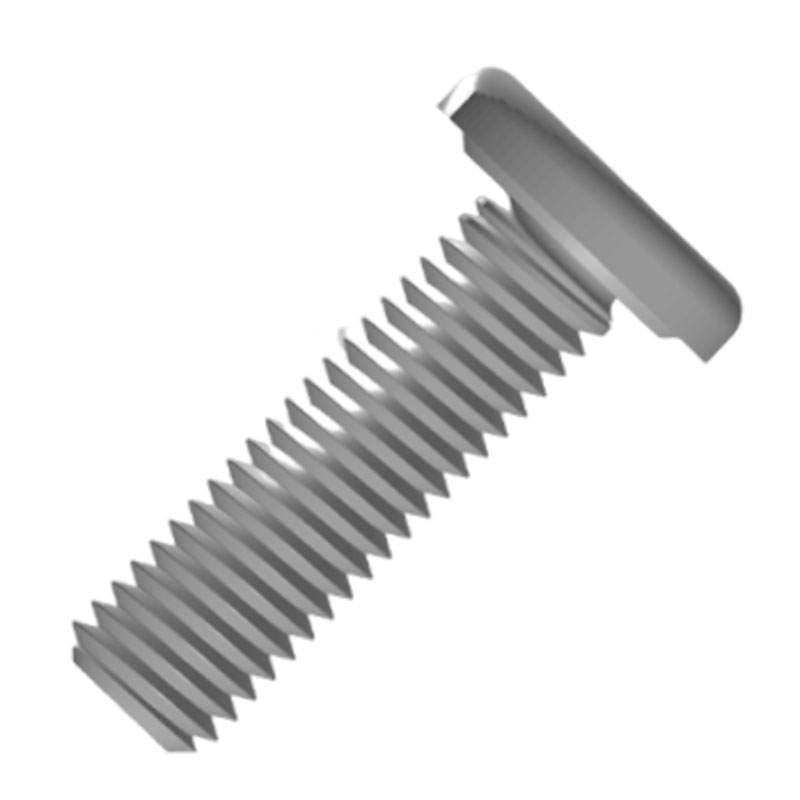
Taipkan kimpalan kimpalan unjuran anda
Jenis unjuran kimpalan UR yang dihasilkan oleh pembekal Xiaoguo® mematuhi piawaian IFI 148-4-2002. Dalam tumbuhan pembuatan, mereka biasanya digunakan untuk menyambungkan komponen logam tebal, dan kimpalan selamat komponen ini sangat penting. Kami boleh menawarkan sampel percuma.
Model:IFI 148-4-2002
Hantar Pertanyaan
Penerangan Produk
Taipkan kimpalan kimpalan unjuran UR mempunyai bentuk kepala rata bulat yang besar, dengan permukaan yang licin dan rata, yang dapat meningkatkan kawasan hubungan dengan permukaan komponen yang disambungkan. Mereka sering digunakan dalam sambungan plat nipis dan komponen hiasan.
Ciri -ciri produk
Kancing berulir sepenuhnya dengan titik oval pada dasarnya mempunyai benang yang berjalan melalui seluruh stud, dengan satu hujung secara beransur -ansur menyempitkan ke kepala bujur. Ia seperti panduan, membimbing kancing dengan lancar ke dalam lubang semasa pemasangan. Ini bermakna anda kurang cenderung untuk merosakkan benang di bahagian -bahagian, terutamanya apabila beroperasi secara manual atau di ruang sempit. Gunakan kacang standard di hujung yang lain.
Selepas kimpalan selesai, jenis kimpalan kimpalan UR membentuk sambungan kekuatan tinggi dengan bahan kerja, mampu menahan daya tegangan besar, daya ricih dan getaran. Walaupun semasa penggunaan jangka panjang, apabila tertakluk kepada daya luaran atau getaran peralatan, ia tidak mungkin melonggarkan atau jatuh, seperti dalam kimpalan nod sambungan antara rasuk keluli dan lajur keluli dalam struktur keluli bangunan, yang dapat memastikan kestabilan struktur bangunan.
Ketepatan pemprosesan berulir dari kimpalan kimpalan ur adalah tinggi. Mereka sesuai dengan ketat dan lancar dengan kacang atau komponen standard dengan benang dalaman, dan tidak akan ada masalah seperti melekat atau slippage benang semasa pemasangan. Ini memastikan bahawa pemasangan komponen lain dapat diselesaikan dengan mudah dan ketepatan, dengan itu meningkatkan kualiti perhimpunan keseluruhan.
Jenis unjuran kimpalan UR sangat mudah untuk beroperasi dan tidak memerlukan proses kedudukan yang kompleks. Semasa proses kimpalan, reka bentuk khas yang dibangkitkan di kepalanya membolehkannya dengan cepat mematuhi sekeping kimpalan. Sebaik sahaja peralatan kimpalan dikuasakan, bahagian yang dibangkitkan mencairkan dengan cepat, kimpalan kimpalan stud ke bahagian kimpalan. Ini mengurangkan masa pemasangan dan meningkatkan kecekapan pengeluaran.
Parameter produk

|
Mon |
#4 |
#6 |
#8 |
#10 |
1/4 | 5/16 | 3/8 | 1/2 |
|
P |
40 |
32 | 32 | 24 | 20 | 18 | 16 | 13 |
|
DK Max |
0.26 | 0.323 | 0.385 | 0.448 | 0.575 | 0.755 | 0.88 | 1.005 |
|
DK min |
0.24 | 0.030 | 0.365 | 0.428 | 0.555 | 0.725 | 0.85 | 0.975 |
|
k max |
0.046 | 0.052 | 0.068 | 0.068 | 0.083 | 0.099 |
0.114 |
0.146 |
|
k min |
0.036 | 0.042 | 0.058 | 0.058 | 0.073 | 0.089 | 0.104 | 0.136 |
|
d1 |
0.195 | 0.219 | 0.266 | 0.328 | 0.422 | 0.531 | 0.641 | 0.72 |
|
h max |
0.013 | 0.015 | 0.018 | 0.02 | 0.027 | 0.033 | 0.037 | 0.047 |
|
H min |
0.008 | 0.01 | 0.013 | 0.015 | 0.021 | 0.027 | 0.031 | 0.041 |
|
e |
0.022 | 0.025 | 0.031 | 0.035 | 0.048 | 0.06 | 0.068 | 0.088 |
|
r max |
0.015 | 0.02 | 0.025 | 0.03 | 0.04 | 0.045 | 0.05 | 0.06 |
Teg Panas: Jenis Ur Projection Weld Stud, China, Pengilang, Pembekal, Kilang
Kategori Berkaitan
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.